

Ґрунтовка для деталей з пластику: особливості застосування
Пластикові елементи кузова сучасних автомобілів становлять значну частину екстер’єру і вимагають особливої уваги під час відновлювального ремонту. Бампери, накладки, спойлери та декоративні елементи виготовляються з різних полімерних матеріалів, кожен з яких має специфічні властивості поверхні. Стандартні автомобільні ґрунтовки не забезпечують достатнього зчеплення з гладкими полімерними поверхнями, тому професійні майстерні застосовують спеціалізовані склади, серед яких популярний ґрунт PPG завдяки своїм адгезійним характеристикам. Правильний вибір складу визначає довговічність усього лакофарбового покриття.
Типи складів
Сучасні ґрунтовки для пластику класифікуються за хімічним складом і способом затвердіння. Однокомпонентні акрилові склади висихають завдяки випаровуванню розчинника і підходять для м’яких термопластів товщиною від 2 до 8 мм. Двокомпонентні поліуретанові ґрунтовки тверднуть хімічним шляхом під час змішування основи із затверджувачем у пропорції 4:1 і застосовуються для жорстких ABS-пластиків. Спеціальні промотори адгезії підсилюють зчеплення на 40–60% порівняно зі звичайними складами.
Процес нанесення
Підготовка пластикової деталі починається з ретельного очищення і знежирення поверхні антисиліконовими складами. Наступні операції виконуються в певній послідовності:
- Матування поверхні. Обробка абразивом P320–400 для створення мікрошорсткості глибиною 5–8 мікрон.
- Повторне знежирення. Видалення абразивного пилу і залишків полірувальних паст спеціальними розчинниками.
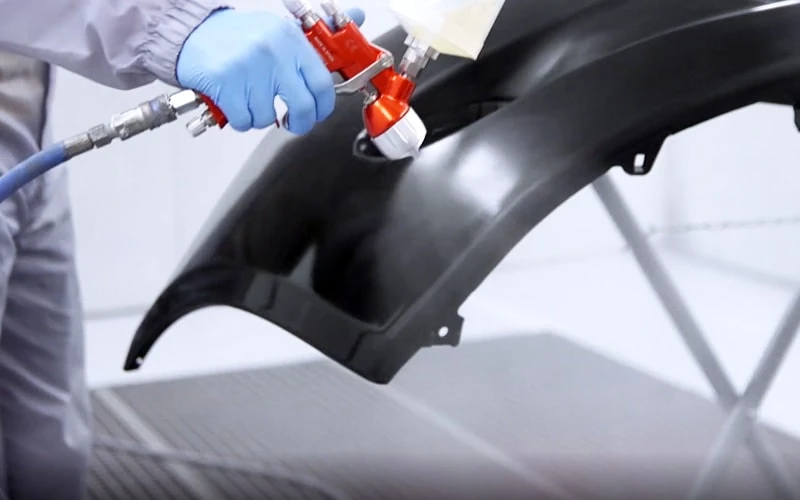
- Нанесення ґрунтовки. Розпилення у 2–3 тонких шари з міжшаровою витримкою 5–10 хвилин за температури 20–25°C.
- Сушіння покриття. Природне висихання впродовж 4–6 годин або примусова сушка за 60°C протягом 30 хвилин.
Товщина сухого шару ґрунтовки повинна становити 12–18 мікрон, що контролюється товщиноміром. Перевищення рекомендованого показника призводить до утворення тріщин під час експлуатації деталі. Оптимальна відстань між соплом фарбопульта і деталлю становить 15–20 см за швидкості переміщення 30–40 см/секунду. Перекриття сусідніх смуг має становити 50–70% для виключення пропусків і забезпечення рівномірності покриття. Використання електростатичного розпилення підвищує коефіцієнт перенесення матеріалу до 85–90% і знижує витрату ґрунтовки на 25–30%. Якісно заґрунтована поверхня забезпечує рівномірний розподіл базового покриття і запобігає просіданню фарби в текстуру пластику.

За порушення технології можлива поява дефектів у вигляді кратерів, патьоків або нерівномірності глянцю фінішного покриття. Контроль параметрів мікроклімату у фарбувальній камері дозволяє уникнути конденсації вологи на поверхні деталі під час нанесення. Дотримання технологічних параметрів ґрунтування пластикових деталей гарантує отримання покриття з адгезією не менше 8–10 МПа і стійкістю до температурних перепадів від -40°C до +80°C.
Якщо у Вас є новини, питання, пропозиції щодо співпраці – пишіть на mini.rivne@gmail.com